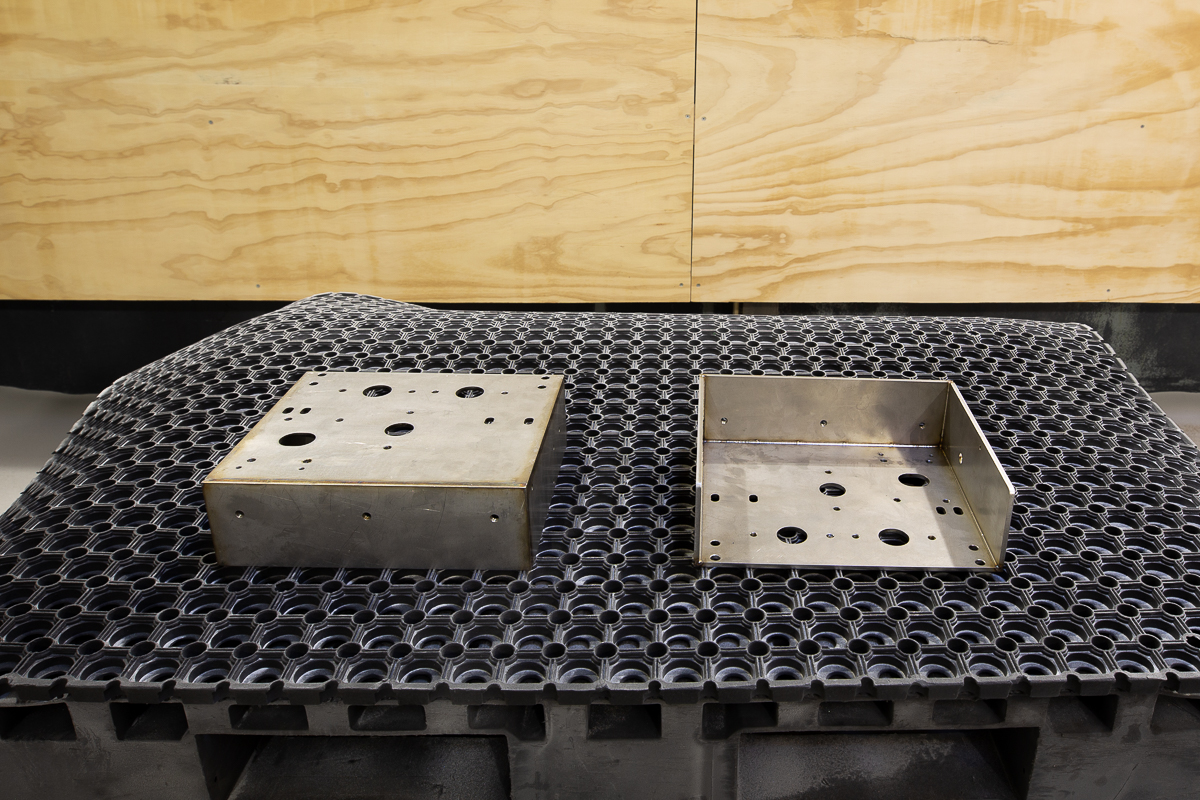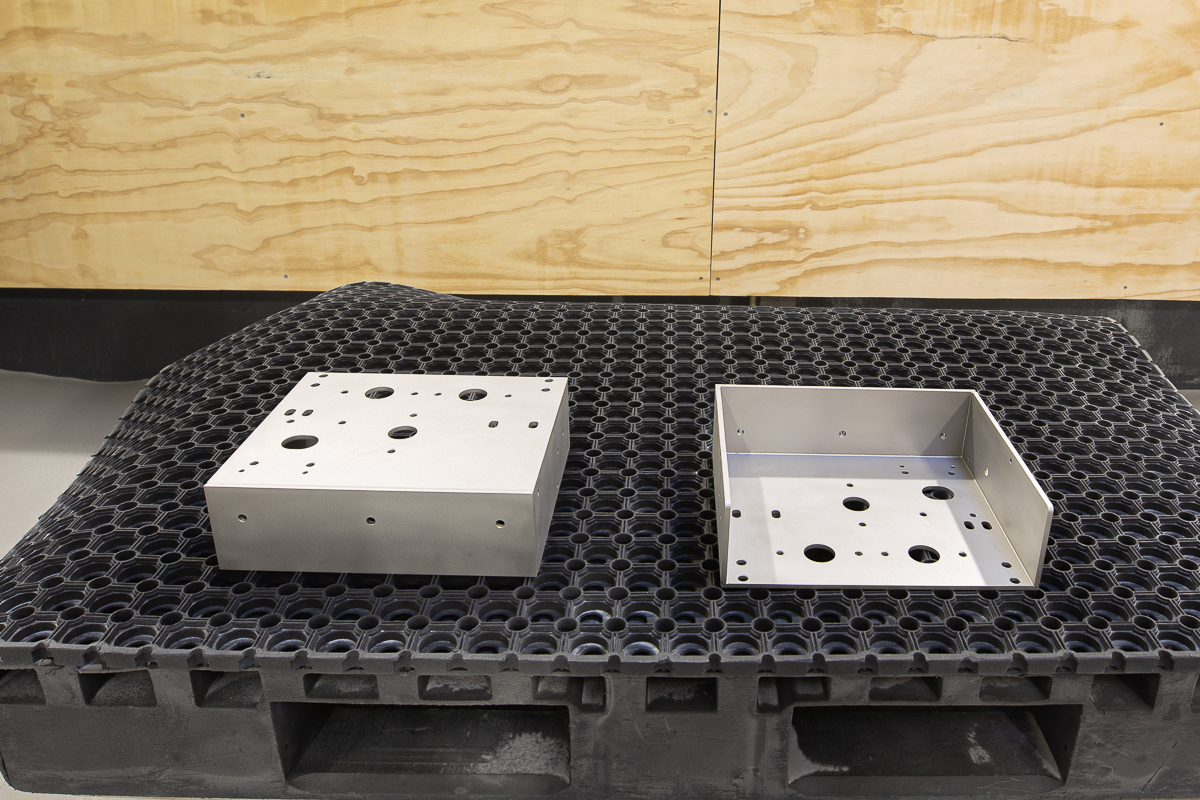

Vi glasblæser rustfrit stål, mindre emner i kabine og større emner ved fristråleblæsning. Ved glasblæsningen bombarderes overfladen af må glaskugler (100-200 µm i diameter). De bliver accelereret til en passende hastighed med trykluft og blæst ud gennem en dyse. Heraf navnet ”glasblæsning”.
De forholdsvis bløde glaskugler ”penner” overfladen, dvs. afsætter små kugleformede mærker og efterlader en silkemat struktur. Overfladen får således tilført trykspændinger, og dette giver en mindre tendens til revnedannelse, men det har normalt kun interesse ved tekniske komponenter som fjedre mm. På engelsk hedder processen peening.
En glasblæst overflade er ret sårbar over for ”fedtede fingre” og korrosion, så ofte påføres overfladen olie efter glasblæsning.
Forventes det, at den glasblæste rustfrie overflade skal være fuld korrosionsbestandig, anbefaler vi mindst en passivering efter glasblæsning på emner der ikke er svejst. Er der svejsninger på emnerne, anbefaler vi en tretrins proces: Bejdsning først, herefter glasblæsning og til sidst en passivering.